 材料已不能满足油气田发展需要,应用双金属复合管可有效解决单一金属材料的工程腐蚀问题,发挥其在苛刻腐蚀环境下的安全、经济优势。而双金属复合管的制造在我国尚处于起步阶段,各厂家的生产工艺也不尽相同,主要有机械复合和冶金复合两种结构形式。
材料已不能满足油气田发展需要,应用双金属复合管可有效解决单一金属材料的工程腐蚀问题,发挥其在苛刻腐蚀环境下的安全、经济优势。而双金属复合管的制造在我国尚处于起步阶段,各厂家的生产工艺也不尽相同,主要有机械复合和冶金复合两种结构形式。
我公司接某项目一批直缝镍基复合管制作任务,材质为N08825+L415MS,规格φ610×(3+18),合同要求复合管须采用爆炸复合板经预弯-折弯-焊接而成,力学和耐蚀性能应满足技术条件要求,产品数量大,工期紧。本文主要针对耐蚀层堆焊部分进行研究,通过对比氩弧焊GTAW和CMT焊接各自的特点,经焊接工艺试验,确定了合适的CMT规范参数,并成功应用于本项目复合管纵焊缝耐蚀合金层的堆焊,焊缝成形良好,耐腐蚀性能等均满足用户要求,保证了产品按时交货。
一、焊接性能分析及工艺的选择
1. N08825与L415MS焊接性分析
N08825是一种镍-铁-铬固溶强化合金,在室温下金相组织为奥氏体,具有抗氯离子应力腐蚀开裂、抗点蚀以及缝隙腐蚀等能力,与管线钢L415MS在化学成分、物理性能、力学性能等方面均有较大的差异。因此,在进行耐蚀层焊接时焊材的选择尤为重要,为防止基层对复层焊缝的稀释以及合金元素烧损、氧化等因素,应选择合金成分较高的焊材,同时应选用熔深较浅的焊接方法进行耐蚀层的堆焊。
据资料介绍,S和Si在825合金焊缝中容易偏析,S和Ni形成Ni-NiS低熔点共晶,Si和O等形成复杂的硅酸盐,在焊缝金属凝固过程中,在焊接应力作用下可能产生晶间裂纹或高温低塑性裂纹[1]。另外,N08825与L415MS两种材料的热膨胀量相差较大,在焊接热循环作用下接头处会产生较大的焊接残余应力。
因镍基合金导热性差,如果焊接时电流过大,速度过慢等容易引起焊缝晶粒粗大,进而使得晶粒边界上集中脆性的低熔点共晶体而产生裂纹,因此,应选用较小的焊接线能量并严格控制层间温度。另外,由于镍基合金焊缝金属表面张力大,流动性差,易氧化等特点,焊接时应加强对熔池及高温区的保护,以及采用氩加少量氦的混合气来改善焊缝流动性,使焊缝成形良好,又不易被氧化。
2.焊接方法的选择
目前国内直缝冶金复合管生产工艺基本同纯碳钢管相类似:刨边-预弯-折弯-合缝预焊-基层内焊-基层外焊-耐腐蚀层堆焊,基层内、外焊大多选用多丝埋弧焊,耐蚀层堆焊一般采用氩弧焊(GTAW)、等离子焊(PAW)以及电渣焊(ESW)等进行焊接。本项目复合管复层为镍基合金N08825,其焊接难度大,焊缝耐蚀性能要求高,电渣焊因热输入大、稀释率高,焊缝性能很难满足要求;氩弧焊和等离子堆焊的焊缝性能优良,但其效率均比较低,根本无法满足产品按时交货,因此我们考虑采用CMT焊来进行复合管耐蚀层的堆焊。
CMT(Cold Metal Transfer)冷金属过渡技术是福尼斯( Fronius)公司开发的一种革新技术,其独特的熔滴过渡控制方式使其具有焊接热输入小,能有效减小焊接变形;电弧更加稳定,焊接过程无飞溅;焊缝稀释率低,性能优异;焊接效率高等特点。据介绍理论上其熔敷效率最高可达6kg/h,普通氩弧焊实际生产大约6-9kg/8h(每班),而CMT焊实际生产大约25kg/8h,焊接效率是氩弧焊的2-3倍[2]。
二、焊接工艺评定试验
1.焊接材料
由于N08825合金与L415MS化学成分差异较大,同时考虑到基层对复层焊缝的稀释以及合金元素烧损等因素,选用合金成分更高的ERNiCrMo-3焊丝进行焊接试验,焊丝直径为φ1.0,化学成分见表1。
2.试验用母材化学成分及力学性能
焊接试验采用母材为API SPEC 5L-L415MS,规格为δ18×500×200mm,化学成分及力学性能见表2和表3,试板尺寸及焊缝见图1。
3.焊接工艺措施及规范参数
根据上文焊接性能分析,镍基合金耐蚀层堆焊的难度较大,要获得合格的焊缝性能,必须通过严格的工艺措施来保证。焊接前用砂轮机打磨去除堆焊区域母材表面的铁锈及其他杂物,露出金属光泽,并用丙酮清洗去除油脂等。采用枪体加拖罩联合保护方式,对熔池及焊缝高温区域进行保护,枪体为95%的Ar+5%的He混合气,拖罩为纯氩(≥99.99%),同时严格控制层间温度在100℃以内。焊接规范参数见表4。
4.试验结果
按ASME Ⅸ卷焊接和钎焊评定以及相关试验标准对试板进行PT检测、弯曲试验、化学分析、耐腐蚀试验等一系列测试,各项试验均合格,结果如下:
4.1 渗透检测
对焊缝表面进行100%渗透检测,未见圆形或线性显示,试验结果合格。
4.2 弯曲试验
对试板进行侧弯试验,试样厚度10mm,弯心直径40mm,弯曲角度180°,4件试样受弯面均无开口缺陷,试验合格。
4.3 宏观及微观金相检查
对焊缝截面抛光后,用侵蚀剂进行侵蚀,用5倍放大镜进行观察,焊缝及热影响区截面熔合良好,无气孔、夹杂以及裂纹等缺陷。焊缝组织致密,微观组织为奥氏体加微量析出物。
4.4 硬度测试
对堆焊层进行HV10硬度测试,三个测试值分别为:210,215,215,满足用户技术条件要求。
4.5 化学分析
对距熔合线2mm处焊缝金属进行化学成分测试,试验合格,结果见表5。
4.6 耐腐蚀性试验
对堆焊层焊缝金属分别进行ASTM G28A和ASTM G48A试验,均满足技术条件要求,其中ASTM G28A试验要求腐蚀率小于1mm/a,试验结果见表6。
三、实际应用
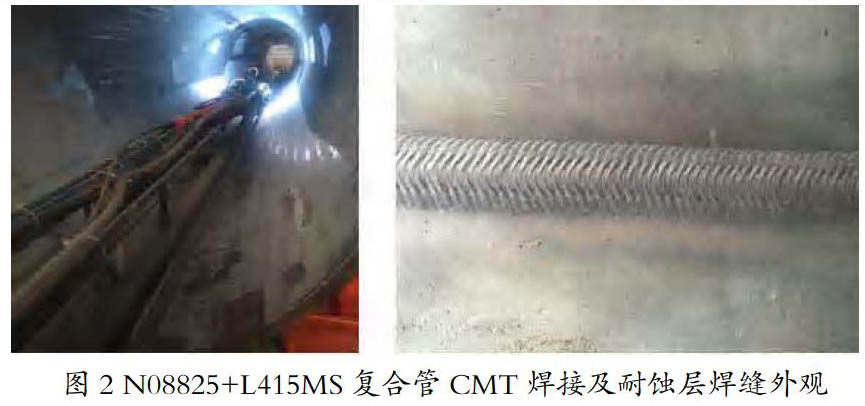
为提高复合管生产效率,我公司率先引进4套CMT内焊系统,焊机型号为Fronius公司TPS4000CMT焊机,利用胀紧的钢丝绳作为焊接小车导轨,配合焊枪摆动器、激光跟踪系统以及视频监控系统等,完成双金属复合管耐蚀层的焊接。
我们根据本项目复合管材质及规格进行分析,同时考虑工期等因素,决定采用该CMT内焊系统来进行耐蚀层的焊接,焊接现场及焊缝外观见图2。经对比,耐蚀层采用CMT比氩弧焊堆焊效率提高了近3倍,焊缝成形良好,X射线检测一次通过率达99.5%以上。通过取样进行化学成分、耐腐蚀性试验等,各项指标均满足技术条件要求,顺利完成工作任务。
四、结语
1.经焊接试验表明,针对N08825+L415MS复合管耐蚀层堆焊,选择合适的焊接程序及工艺参数,采用CMT焊接可以获得性能良好的焊缝,表面成形好,焊接效率较高。
2.通过对焊缝的ASTM G28A和点蚀等耐腐蚀试验证明,N08825+L415MS镍基复合管采用CMT堆焊的焊缝具有优良的耐腐蚀性能,能够满足其服役环境的应用要求。
3.由于CMT焊接的熔深较浅,因此在坡口设计时应充分考虑其特性,避免产生未熔合等缺陷。
参考文献
[1]房茂义.Incoloy825镍基耐蚀合金的焊接 [J].1999(3):55-56.
[2]于建平.CMT焊接在堆焊(包覆)镍基耐蚀合金层中的应用 [J].石油化工设备技术,2013(5):49-52.
作者简介:刘建立,(1978-),本科,工程师,四川惊雷科技股份有限公司工艺处副处长,主要从事压力容器、复合钢板以及双金属复合管焊接工艺研究及应用。


